Nuclear AMRC news 9 January 2023 New director focuses on government links Experienced government advisor Chris Pook has joined the Nuclear AMRC to help ensure that the… admin Love1
Nuclear AMRC news 12 December 2022 New directors pledge increased support for manufacturers Two nuclear industry leaders have joined the Nuclear AMRC’s executive team to help more UK… admin Love1
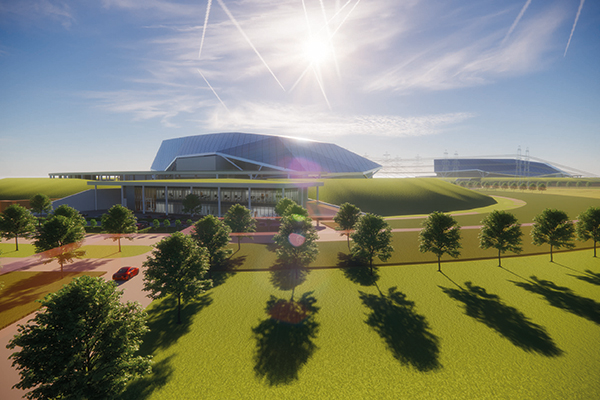
Nuclear AMRC news 10 November 2022 Construction milestone for Nuclear AMRC Midlands Initial construction has completed on a new industrial research facility to help manufacturers across the… admin Love2
Nuclear AMRC news 3 November 2022 30 companies enter hydrogen & carbon capture programme Thirty manufacturing companies from across the UK are starting a new programme to test and… admin Love1
Nuclear AMRC news 1 November 2022 Kennametal to collaborate on machining innovation Global metal cutting technology leader Kennametal has joined the Nuclear AMRC to help develop innovative… admin Love1
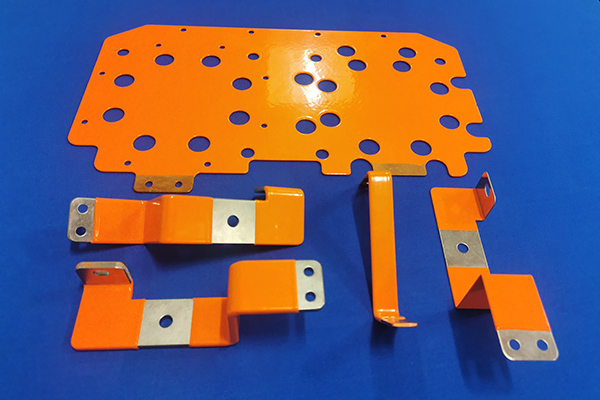
Nuclear AMRC news 21 September 2022 H V Wooding wins new work in busbar collaboration Specialist manufacturer H V Wooding has secured new business and is investing in new production… admin Love1
Nuclear AMRC news 22 August 2022 Extra funding for Nuclear Skills Academy The Nuclear AMRC has secured additional funding from Innovate UK to develop and deliver state-of-the-art… admin Love1
Nuclear AMRC news 15 August 2022 3D Scanners to help drive digital transformation Metrology specialist 3D Scanners UK has joined the Nuclear AMRC to help manufacturers improve their… admin Love1
Nuclear AMRC news 14 July 2022 Fan Systems draws on automated welding knowledge The Nuclear AMRC is helping Halifax-based Fan Systems Group to introduce new automated welding technologies… admin Love2
Nuclear AMRC news 19 May 2022 New project explores nuclear hydrogen cogeneration Frazer-Nash Consultancy and the Nuclear AMRC are leading a new project to understand and demonstrate… admin Love2
Industry newsNuclear AMRC news 10 May 2022 Rolls-Royce to launch Nuclear Skills Academy Rolls-Royce is creating a new Nuclear Skills Academy to develop manufacturing expertise for the UK… admin Love1
Nuclear AMRC news 7 April 2022 William Cook Cast Products joins Nuclear AMRC William Cook Cast Products, the UK’s largest steel casting group, has joined the Nuclear AMRC… admin Love2
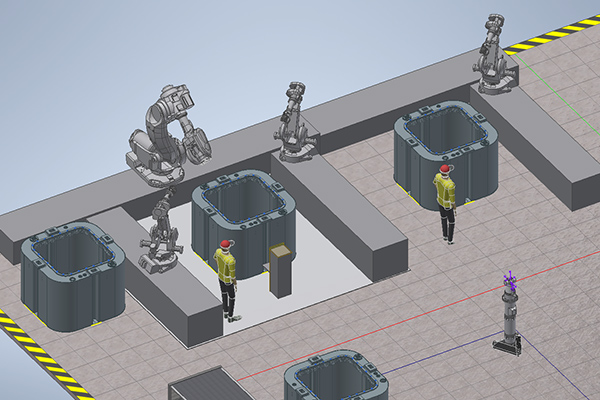
Nuclear AMRC news 6 April 2022 Modules team move to Birchwood Park The Nuclear AMRC’s modular manufacturing research group is moving to a new home hosted by… admin Love2
Nuclear AMRC news 5 April 2022 Construction begins on Nuclear AMRC Midlands Work in underway on the new home for Nuclear AMRC Midlands, a transformative £15 million… admin Love2
Nuclear AMRC news 18 March 2022 Robot goes to college for site inspection trials Nuclear AMRC engineers brought their new Husky robot to Lakes College, West Cumbria, to test… admin Love2
Nuclear AMRC news 4 March 2022 Weld inspection technology to optimise sustainability and productivity A new technology to identify weld defects in minutes will save time and cost in… admin Love2
Nuclear AMRC news 9 February 2022 K-TIG signs agreement for waste container welding project Welding technology specialist K-TIG has signed a formal agreement with the Nuclear AMRC to develop… admin Love2
Nuclear AMRC news 5 January 2022 Husky help to tackle nuclear challenges The latest addition to the Nuclear AMRC Midlands team sounds like the ideal candidate for… admin Love2
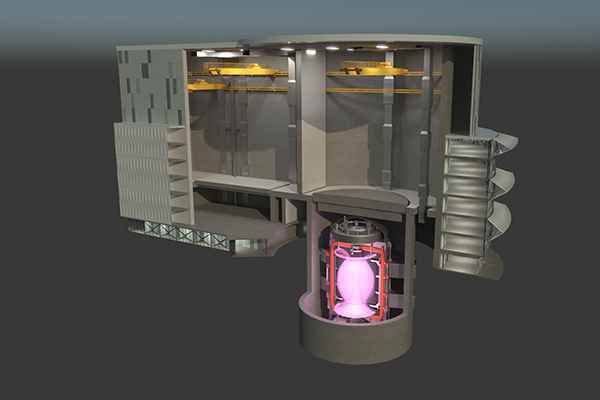
Nuclear AMRC news 17 December 2021 Nuclear AMRC joins STEP manufacturing support programme The Nuclear AMRC has joined a new framework agreement to provide manufacturing support to UKAEA’s… admin Love2
Nuclear AMRC news 9 November 2021 Nuclear AMRC to support next phase of Rolls-Royce SMR development The Nuclear AMRC will work with Rolls-Royce on the next phase of its small modular… admin Love2
Nuclear AMRC news 28 October 2021 Welding time slashed for SMR pressure vessels An international collaboration has demonstrated how electron beam welding can help slash the production time… admin Love2