The Nuclear AMRC is working with engineers from South Africa and the US to develop a new weld repair technique to meet quality requirements for safety-critical fabrications.
The research involves WeldCore technology developed for the power generation and petrochemical industries by eNtsa, an engineering technology institute based at Nelson Mandela University in South Africa.
WeldCore was developed to cut core samples for material analysis from high-pressure components such as steam pipes, and uses a solid-state welding technique known as friction tapered hydro pillar processing (FTHPP) to permanently plug the hole and allow the component to remain in operation.
The FTHPP process can also be used to tackle other engineering and manufacturing challenges – such as repairing a defective weld in a thick-walled pressure vessel.
The Nuclear AMRC has been developing electron beam welding techniques for reactor pressure vessels since 2018, in an ongoing collaboration with US-based research institute EPRI. The team have successfully demonstrated how electron beam welding can help slash the production time and cost of reactor pressure vessels for a new generation of small modular reactor (SMR), by replacing multiple arc welded passes with a single deep-penetration power beam weld.
But as in any welding process, there’s always the risk of a defect which could lead to significant costs and delays, or even the scrapping of the entire fabrication. Before the process can be used in the nuclear sector, there must be a proven method for repairing such flaws.
“Codes and standards require you to have an effective repair strategy in place,” notes Will Kyffin, head of welding and materials at the Nuclear AMRC. “This work is addressing one of the most severe types of flaw, where the electron beam welding process can’t be used to repair the flaw itself.”
To develop a solution to this worst-case scenario, EPRI introduced the Nuclear AMRC to eNtsa to explore the potential of using WeldCore in a pressure vessel manufacturing facility to repair defective welds with minimal delays.
“We did not have the opportunity or explore any WeldCore work on nuclear applications prior to this, so this is the first application of WeldCore on nuclear-related components,” says Donnie Erasmus, deputy director for engineering and business development at eNtsa.
Following initial proof-of-concept trials at eNtsa’s facility in Gqeberha in the Eastern Cape Province, the team visited the Nuclear AMRC in South Yorkshire to demonstrate the technology on a two-thirds-scale mock-up of an SMR pressure vessel.
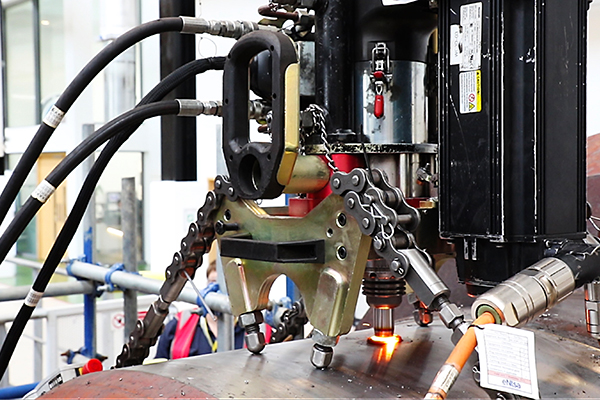
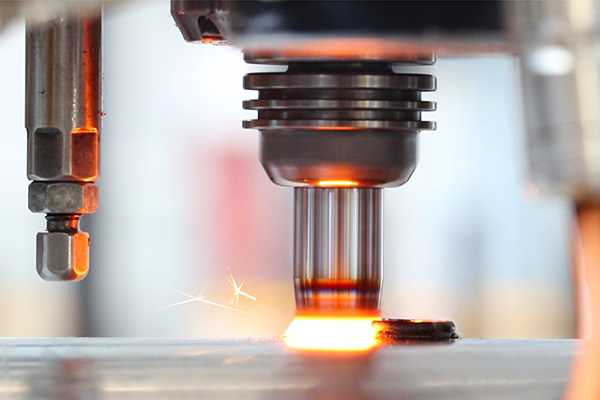
In repeated trials, the WeldCore equipment cut out a conical section of the SA508 steel wall, and repaired it with a plug of a similar material.
The plug is spun into the hole at around 5,000 rpm under loads of up to 35kN, generating enough friction and heat to mix and permanently join the surfaces.
The plugged sections were then machined out of the workpiece for detailed metallurgical analysis.
Similar to an electron beam weld, the repair process produces an autogenous weld with no filler material, which is critical to the long-term material performance of the vessel. In commercial deployment, the plugs could be made from the same forging as the main vessel sections to provide an optimal repair, Kyffin notes.
The heat affected zone of the weld is also restricted, reducing the risk of material effects around the repair.
The collaboration has demonstrated that the most serious defects in an electron beam weld can be repaired using this approach, and shown that it can be deployed in the factory environment, Kyffin says. For larger faults, a number of overlapping plugs can be used to replace a longer section of the defective weld.
Researchers from EPRI saw the results during their annual visit to the Nuclear AMRC in late June. The next phase of the research will form part of a new joint industry project led by EPRI to remove the barriers which prevent electron beam welding from being fully deployed in the nuclear sector. The project will investigate a selection of repair strategies, including WeldCore, to cover the full range of potential welding defects and anomalies.





